



扫 一 扫 关 注 我 们
斜齿轮减速机常见问题及其原因
一、传动小斜齿轮磨损
一般发生在立式安装的减速机上,主要与润滑油的添加量和油品种有关。立式安装时,很容易造成润滑油量不足,减速机停止运转时,电机和减速机间传动齿轮油流失,齿轮得不到应有的润滑保护。减速机启动时,齿轮由于得不到润滑导致机械磨损甚至损坏。
二、减速机发热和漏油
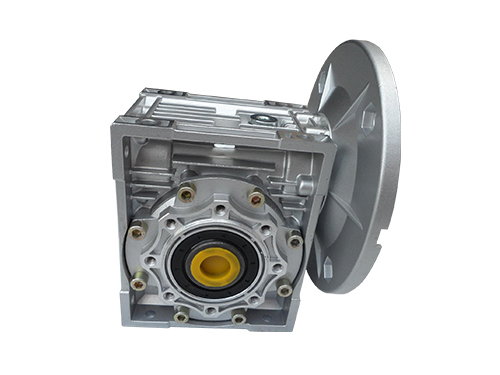
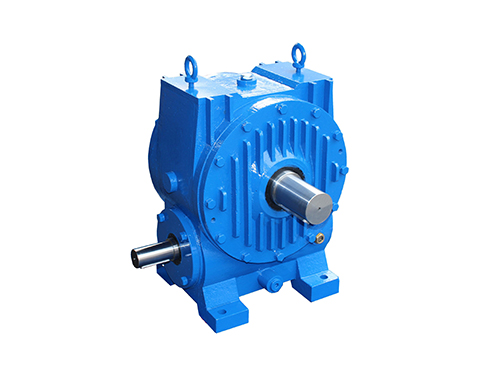
为了提速率不错,蜗轮减速机一般均采用有色金属做蜗轮,蜗杆则采用较硬的钢材。由于是滑动摩擦传动,运行中会产生多的热量,使减速机各零件和密封之间热膨胀产生差异,从而在各配合面形成间隙,润滑油液由于温度的升高变稀,易造成泄漏。造成这种情况的原因主要有四点,一是材质的搭配不正确;二是啮合摩擦面表面的质量差;三是润滑油添加量的选择不正确;四是装配质量和使用环境差。
三、蜗杆轴承损坏
发生故障时,即使减速箱密封良好,还是经常发现减速机内的齿轮油被乳化,轴承生锈、腐蚀、损坏。这是因为减速机在运行一段时间后,齿轮油温度升高又冷却后产生的凝结水与水混合。当然,也与轴承质量及装配工艺密切相关。
四、蜗轮磨损
蜗轮一般采用锡青铜,配对的蜗杆材料用45钢淬硬至HRC4555,或40Cr淬硬HRC5055后经蜗杆磨床磨削至粗糙度Ra0.8μm。减速机正常运行时磨损很慢,某些减速机可以使用10年以上。如果磨损速度较快,就要考虑选型是否正确,是否超负荷运行,以及蜗轮蜗杆的材质、装配质量或使用环境等原因。
新时期的维修方法针对减速机磨损和泄漏问题,守旧解决办法是补焊或刷镀后机加工修理,但两者均存在一些弊端:补焊高温产生的热应力无法全部去掉,易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修理金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。
斜齿轮减速安装位置的选择位置允许的情况下,尽量不采用立式安装。立式安装时,润滑油的添加量要比水平安装多很多,易造成斜齿轮减速发热和漏油。建立润滑维护制度可根据润滑工作“五定”原则对斜齿轮减速进行维护,做到各台斜齿轮减速都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,替换润滑油。加油时,要注意油量,确定斜齿轮减速得正确的润滑。
斜齿轮减速用户根据实际需求从斜齿轮减速生产厂家订购产品,但在使用过程中有些注意事项往往被忽略,后期导致斜齿轮减速损坏以及其性能下降等故障。那么有哪些使用注意事项需要了解的呢,说明如下:
一、润滑油的愈换,用户根据斜齿轮减速型号的大小来确定注入润滑油油量,这个是有具体规定的,具体操作应当遵守斜齿轮减速使用说明书。如果将斜齿轮减速投放于环境恶劣、温度高、粉尘大的工作场合下工作时,请需要每隔12天月对润滑油进行全部检查或者替换。
二、严禁用力敲击,在为斜齿轮减速的输出轴上加装联轴器、皮带轮以及链轮等联结元件时,不可采用直接锤击的方法进行操作。因斜齿轮减速的输出轴结构不能承受轴向锤击,可用轴端螺孔旋入螺钉打压入联结件。
三、务需要装置通气帽(即排气螺塞),在使用斜齿轮减速需要把减速箱顶部的堵塞换上排气螺塞,愈换上排气螺塞的作用是确定斜齿轮减速在工作时把减速箱内体产生的气体。否则在斜齿轮减速长时间工作的情况下,减速箱体内气体会附着其工作时间越长而增加从而温度升高导致斜齿轮减速油封胀坏损坏,引起斜齿轮减速漏油故障。
电机转速一般在1200~2800R/min之间,这样的转速不能直接带动印刷滚筒工作,需经过斜齿轮减速机构来达到印刷滚筒需要的工作转速,以及进行辅助工作进所需要的转速。
带传动具有过载打滑性能,通常作为电机输出的一层减速,可起到保护电机的作用。那么在安装时请注意以下事项:
一、两带轮轴线的平行,轮槽在同一平面内;
二、带的张紧程序要适当;
三、安装三角带时,应先将中心距调小,装上三解带后再张紧;
四、三角带使用一段时间后,要检查是否符合要求,注意张紧程度。
胶印机上常用的斜齿轮减速构有带齿轮斜齿轮减速、蜗轮蜗杆斜齿轮减速等传动机构。辅助电机则采用行星摆线针轮斜齿轮减速大幅度降低电机转速。